五轴数控代码自动生成技术
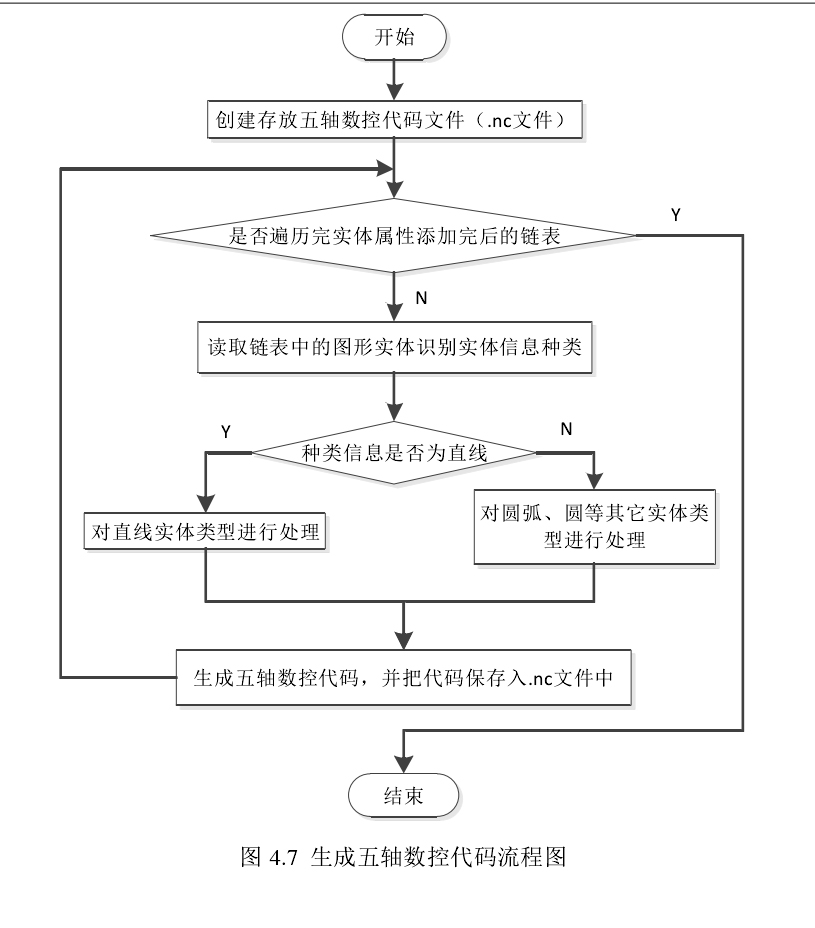
对完成图像实体排序、换向及水刀加工工艺参数添加等操作后链表中的数据进行处理,得到五轴数控加工 G 代码。由于五轴水刀在对石材工件进行切割时水刀中心离工件边缘轨迹存在一个水刀半径的偏置,因此刀触点到理想刀位点需要经过一个水刀半径补偿,即将刀触点向远离工件的方向(即点的轨迹的法线方向)平移刀具距离 r,得到指定工件坐标下绘图点的坐标,然后将偏置后的点的坐标带入上述根据方向一致性和位置一致性算出的 d1、d2、d3、A、B 中求出编程坐标,最后根据编程坐标点输出G 代码到.nc 文件中。在本 CAD/CAM 一体化软件系统中,由于时间和精力有限,只处理直线实体类型组成的图形,没有处理如圆弧、圆、椭圆、polyline、polygon 等实体类型组成的图形。如对于直线,由于轨迹点的偏置,就会引入一段拐角处的轨迹,在这里直接以 C 刀补的方式进行处理,即拐角处以直线段的方式来处理,如图 4.6 所示,若加工轨迹为矩形 ABCD,则水刀除了加工 A’B’、B”C’、C”D’、D”A”直线段外,还要多加工 B’B0、B0B”、C’C0、C0 C”、 D’D0、D0 D”、A”A0、A0 A’等直线段轨迹。根据加工的两段轨迹的矢量夹角 α 和刀补方向的不同,拐角处的处理方式可以分为:当 α≥180°时,为缩短型;当 90°≤α<180°时,为伸长型;当α<90°时,为插入型。这种 C 刀补拐角处处理方式的特点为:相比于 B 刀补(拐角处以圆弧衔接)尖角工艺性好,且可实现过切自动预报(在内轮廓加工时),避免产生过切,从而保证切割出图形轨迹的正确性。在对链表的数据结构进行处理时,先判断图形实体类型,如是直线表示为“RS_Line”,如是圆弧表示为“RS_Arc”等,然后再具体到针对特定实体类型信息进行处理,生成五轴数控加工 G 代码,保存到.nc 文件中。五轴数控代码自动生成的流程图如图 4.7 所示。 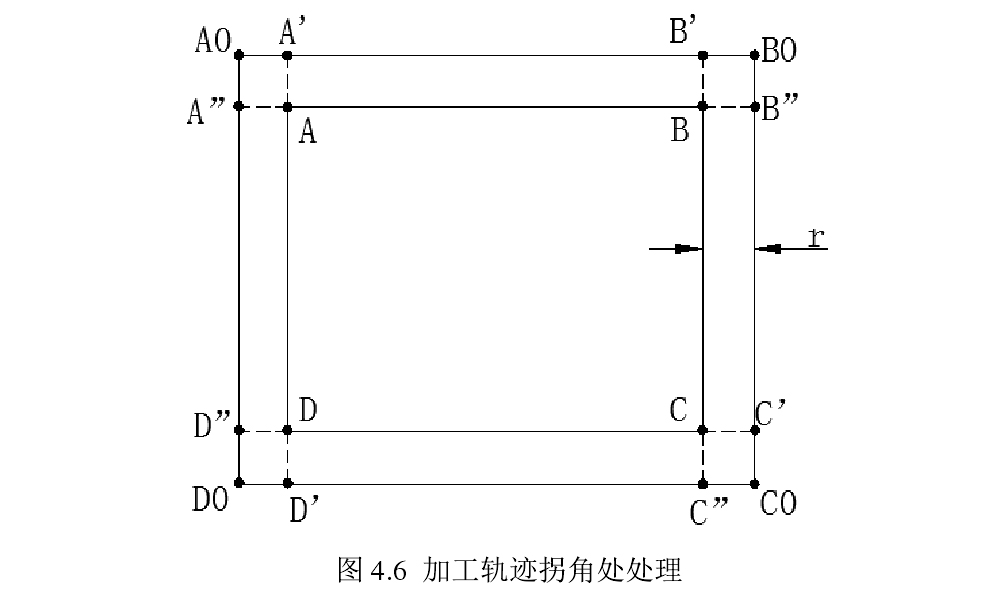


 首页
首页
 产品中心
产品中心
 电话咨询
电话咨询
 售后服务
售后服务 售前服务
售前服务 关注公众号
关注公众号